
24小时售后热线
400-1866-068
全国服务热线
15963530678
公司门店地址
山东烟台龙口市经济开发区海岱工业园政海路北
24小时售后热线
400-1866-068
全国服务热线
15963530678
公司门店地址
山东烟台龙口市经济开发区海岱工业园政海路北
数控车床 G83的用法,数控车床G83为固定循环(深钻孔)加工工艺,G83指令全称深孔往复排屑钻孔循环指令。指令执行间歇切削经给到孔的底部,钻孔过程中孔排出切屑。G83深孔循环的两种方式分别为:
1、G83 X_ Y_ Z_ R_ Q_ F_,如下图所示: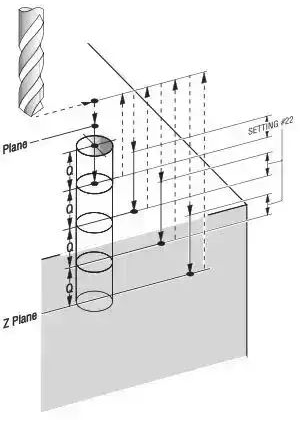
注释:Q值是一个恒定的值,这意味着从孔的顶部到底部,每次都采用的是同一个深度在加工,由于加工安全性的需要,通常会选取最小的值,这也意味最少的金属去除率,在无形中也浪费了大量的加工时间。
2、 G83 X_ Y_ Z_ I_ J_ K_ R_ F_,如下图所示: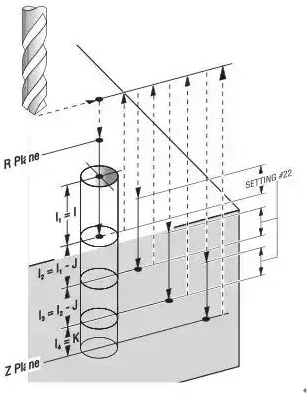
注释:
每次切削的深度分别用I,J,K来表示:
在孔的顶部工况良好时,我们可以设置更大的I值,来提高加工效率;在加工孔的中部工况一般时,我们采用逐步减少的J值的方式来保证安全性和效率;在加工孔底部工况恶劣时,我们通过设置K值来保证加工的安全性。
扩展资料:
G83的优点:使用G83程序是安全的选择。
深孔加工会因为钻头的切削刃无法及时的冷却,润滑而过快的磨损,孔内的切屑也会因为深度的关系难以及时排出,如果排屑槽内的切屑阻挡了 冷却液 ,不仅会大大降低 刀具 的寿命,切屑还会因为二次切削而使得加工孔的内壁更粗糙,从而进一步造成恶性循环。
如果每钻削一小段距离-Q就让刀具抬升到参考高度-R,在靠近孔底加工时可能比较适用,但是在加工孔的前半部分时就会因此而花费大量的时间,这就造成了不必要的浪费。
 全国热线:15963530678
全国热线:15963530678 传真热线:0535-8857485
传真热线:0535-8857485 Q Q咨询:
Q Q咨询: 企业邮箱:
企业邮箱: